")
")
")
")
")
")
")
")
")
")
")
")
Лінія для виробництва дитячого харчування для дітей с 6-ти місячного віку: каш швидкого пригодовування (безмолочних, молочних, з натуральними сушеними фруктами и овочами) з різноманітних злаків.
Підприємство ТОВ « ДПК «Вайз» саме 17 років виготовляє на пропонованій лінії 6 видів дитячого харчування ТМ «Ням-Ням» и 26 видів каш швидкого приготування ТМ «Хвилинка».
Опис
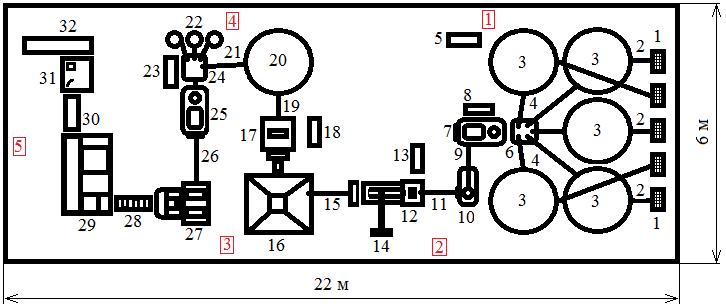
ОПИС РОБОТИ ЛІНІЇ ВИРОБНИЦТВА ДИТЯЧОГО ХАРЧУВАННЯ ДЛЯ ДІТЕЙ З 6-ТИ МІСЯЧНОГО ВІКУ
Основною сировиною для даного продукту є високоякісне злакове борошно, спеціально виготовлена по всім нормативам і показникам безпеки для виробництва дитячого харчування. На завод борошно доставляється в чотирьохшарових мішках по 30 кг, в яких вона в зберігається на заводі в певних умовах.
Перед початком запуску лінії виробництва, борошно за допомогою растарювачів мішків (1) і завантажуючих гвинтових конвеєрів (2) завантажують в технологічні бункера (3). Таких бункерів передбачено 5 одиниць – для різних видів борошна. Бункера оснащені датчиками рівня наповнення і системою запобігання сводоутворення. Відповідно до заданої технологічної рецептури, з бункерів борошно (кожний вид окремо) дозуючими шнеками (4) подається в ваговий термінал (6). Похибка дозування не більш 1 %. Управління завантаженням бункерів здійснюється з пульта управління 5, дозуючим комплексом з пульта управління 8, які розташовані безпосередньо біля обладнання. При досягненні заданих вагових параметрів всіх компонентів відповідно рецептурі, сировина вигружається в змішувач (7) для досягнення однорідності всієї маси. Цикл змішування триває 2-5 хв. (в залежності від заданих параметрів). Далі сировина за допомогою шнекового транспортера (9) завантажується в просіювач (10), який оснащений магнітним сепаратором.
Наступний етап – екструдування. За допомогою гвинтового конвеєра (11) суміш сировини завантажується в бункер накопичувач екструдера (12), звідки дозується в завантажуючий корпус екструдера. За допомогою насоса-дозатора, який подає воду в завантажуючий корпус екструдера, сировина зволожується. За рахунок інтенсивною термомеханічної обробки, сировина за час надходження в корпусі екструдера (5-7 секунд) отримує необхідну санітарну обробку і в ході процесу під дією значних швидкостей зрушення, високих швидкостей і тиску, відбувається перехід механічної енергії в теплову, що приводить до різних по глибині зміненням по якісним показникам сировини, що перероблюється, наприклад денатурація білка, клейстеризація і желатинізація крохмалю, а також інші корисні для кращого засвоєння дитиною біохімічні змінення. Різання продукту проводиться безпосередньо біля матриці, за допомогою навісного ріжучого пристрою. Вся робота екструдера управляється с блока управління (13). Над екструдером встановлюється витяжка (14) – для видалення пари.
Отриманий напівфабрикат пневмотранспортером (15) доставляється в накопичувальний бункер (16). Далі напівфабрикат потрапляє в дробарку (16) для подрібнення в кашу. Далі дроблена маса за допомогою гвинтового конвеєра (19) завантажується в технологічний бункер зберігання (20). Ці процеси управляються з блока управління (18).
З накопичувального бункера гвинтовим конвеєром (21) каша завантажується в ваговий термінал (24). В залежності від технологічної рецептури, в ваговий термінал з ємкості для сухих добавок (22) через гвинтові конвеєри (кожний вид окремо: вітаміни, сухофрукти и т.д.) добавки в заданих кількостях завантажується в ваговий термінал для подальшого змішування з кашею в змішувачі (25). При досягненні завершення циклу змішування (2-5 хв.) продукт шнековим транспортером (26) подається в бункер-живильник фасувального автомата. Процес дозування і змішування компонентів контролюється блоком управління (23).
В фасувальному автоматі (27) продукт в заданому ваговому діапазоні фасується і пакується в пакет. Далі пакувальний продукт за допомогою відвідного транспортера (28) потрапляє на автоматичний пакувальник в картонну коробку (29) для упаковки в картонну тару і нанесення дати виготовлення і другої інформації. На виході з картонатору пакувальний продукт за допомогою горизонтального транспортера (30) потрапляє на фасувальний стіл (31) для укладки в групову транспортну тару. Укладка здійснюється робітниками фасувальниками. Продукт,який упакований в транспортну тару, горизонтальним транспортером (32) подається на склад зберігання готової продукції.
Підвдення комунікацій в виробничому цеху (точки підключення):
1–Электроживлення 3ф, 380В 50 Гц; Загальне споживання 7,5 кВт/год. Стиснене повітря; споживання вібраційними вентиляторами 1000 л/хв... Вода для миття.
2– Електроживлення 3ф, 380В 50 Гц; Загальне споживання 145 кВт/год.
Вода для миття; для охолодження екструдера до150 л/год.
Стиснене повітря; споживання пневмотранспортером 1000 л/хв.
3 – Електроживлення 3ф, 380В 50 Гц; Загальне споживання 7 кВт/год. Вода для миття.
4 – Електроживлення 3ф, 380В 50 Гц; Загальне споживання 4 кВт/год. Вода для миття. Стиснене повітря; Загальне споживання до 1500 л/хв... Азот (на пакувальний автомат).
5 – Електроживлення, 220В 50 Гц; Загальне споживання 5 кВт/год. Стиснене повітря; Загальне споживання до 1000 л/хв.
Лінія складається з:
| Назва | Опис роботи | Кіл. | |
| 1 | Растарювач мішків | Растарювання мішків з сировиною для подальшої передачі його в бункера | 5 |
| 2 | Шнековий транспортер | Переміщення сировини в бункера – автоматична подача | 5 |
| 3 | Бункера сировини(5 м3) | Накопичувальні бункера с датчиками наповнення | 5 |
| 4 | Шнековий транспортер | Подача сировини на ваговий термінал | 5 |
| 5 | Блок управління подачі сировини | Включення транспортерів, індикація датчиків наповнення на бункерах, переключення бункерів | 1 |
| 6 | Ваговий термінал | Переміщення між бункерами, зупинкою під ними и набирання крупи за допомогою зважування | 1 |
| 7 | Змішувач | Змішує сировину | 1 |
| 8 | Блок управління | Управління дозуючим комплексом, змішувачем, просіювачем | 1 |
| 9 | Шнековий транспортер | Подає сировину з змішувача в просіювач | 1 |
| 10 | Просіювач | Просіює сировину | 1 |
| 11 | Шнековий транспортер | Подає сировину в екструдер | 1 |
| 12 | Екструдер | Виробництво напівфабрикату | 1 |
| 13 | Блок управління екструдером | Управління подачею сировини, оборотами головного приводу і швидкістю обертання відрізного пристрою, температурою нагрівання | 1 |
| 14 | Витяжка | Видалення, всмоктування пару | 1 |
| 15 | Пневмотранспорт | Переміщення напівфабрикату | 1 |
| 16 | Накопичувальний бункер | Служить для накопичення напівфабрикату | 1 |
| 17 | Дробарка-подрібнювач | Подрібнює напівфабрикат | 1 |
| 18 | Блок управління дробаркою і пневмотранспортом | Включення переміщення продукції з бункера в дробарку, подрібнення і переміщення напівфабрикату в бункер | 1 |
| 19 | Шнековий транспортер | Подає подрібнений напівфабрикат в накопичувальний бункер | 1 |
| 20 | Накопичувальний бункер | Служить для накопичення різних видів продукту | 1 |
| 21 | Шнекові транспортери | Переміщення шнеком сухих добавок | 4 |
| 22 | Ємності для сухих добавок | Зберігання добавок перед подальшою подачею(вітамінна суміш, фруктові порошки, сухі молоко) | 3 |
| 23 | Блок управління змішування інгредієнтів | Включення електроживлення, індикація ємностей для сухих добавок, подача сухих добавок, наповнення змішування продукцією, подача в автомат | 1 |
| 24 | Дозатор | Дозатор для сипучих інгредієнтів | 1 |
| 25 | Змішувач | Змішує подрібнений напівфабрикат і добавки | 1 |
| 26 | Шнековий транспортер | Переміщення шнеком для подальшої розфасовки продукту | 1 |
| 27 | Фасувальний автомат | Розфасовка продукту | 1 |
| 28 | Вузел передачі | Переміщення пакетів з фасувального автомата (плівка) в автомат для упаковки в картонну коробку | 1 |
| 29 | Автоматичний пакувальник в картонну коробку | Автомат для упаковки пакетів в картонну коробку | 1 |
| 30 | Горизонтальний транспортер | Переміщення пакувальної продукції, на фасувальний стіл для упаковки в оптову упаковку (ящики) | 1 |
| 31 | Фасувальний стіл | Служить для легкості упаковки готової продукції в оптову тару | 1 |
| 32 | Горизонтальний транспортер | Переміщення пакувальної продукції на склад | 1 |
| 33 | Компресор с ресивером | Забезпечення стисненим повітрям елементів лінії | 1 |
| 34 | ТУ и ТІ | 1 | |
Лінія сертифікована в Україні, ТС и ЄС.